
电化学加工最早应用于20世纪初。直到1929年,人们才开始进行相关实验。随着电化学加工技术的引入,利用电化学能去除金属的做法在1956年得到了广泛应用并实现了商业化。
去毛刺的方法多种多样,包括手动去毛刺、冲压去毛刺、电化学去毛刺、滚筒去毛刺和热去毛刺。今天,我们将在这篇文章中讲解电化学去毛刺工艺。虽然电化学去毛刺的确切历史已为人所知,但我们可以推断,由于对精密产品的需求不断增长,加工后的毛刺必须被处理掉。
为了获得更好的成品,电化学加工导致了电化学去毛刺作为一个子领域的发展。

电化学去毛刺:它是什么?
为了获得光滑的最终表面,必须去除工件表面的毛刺。这个过程称为去毛刺。去毛刺所用的能量源被称为电化学能量。总而言之,“电化学去毛刺”是指一种利用电化学能量去除毛刺的加工技术。
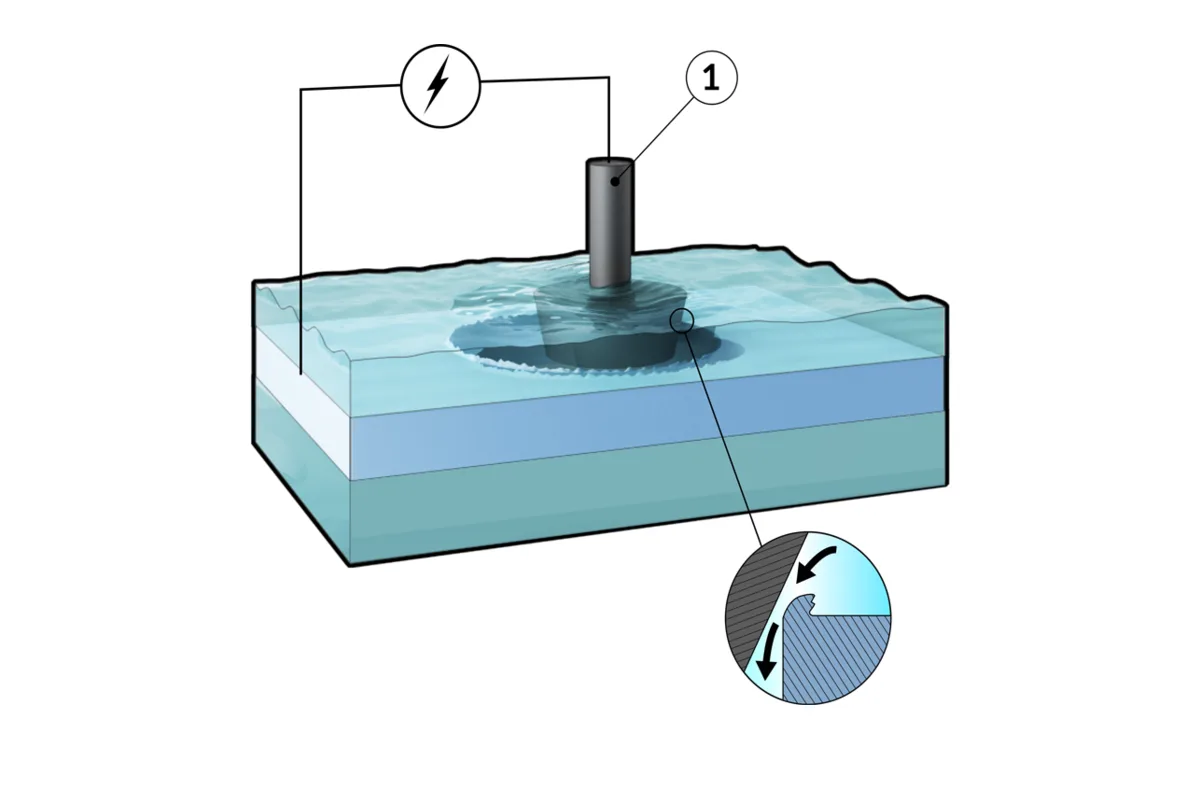
此项操作需要使用一种称为去毛刺工具的专用工具。与其他电化学操作一样,去毛刺工具和工件在电化学去毛刺过程中不会接触。
其工作原理类似于反向电镀过程。在电化学去毛刺中,工件作为阳极,工具作为阴极。
工件和刀具均浸泡在流动的电解液中。由于使用电解液,ECD 通常被称为电解去毛刺。这是一个快速简便的工艺。
需要电化学去毛刺
在许多涉及高精度的业务中,去除毛刺被视为一个主要问题。
- 消除毛刺至关重要,因为它们有时可能具有锋利的边缘,可能会伤害工人或操作员。
- 配合部件的表面可能会因此开裂。当接触面积缩小时,压力就会上升。
- 此外,工件的美观度也会降低。
- 硬质金属去毛刺也需要采用电化学去毛刺。
电化学去毛刺零件
以下是电化学去毛刺装置的各个元素或部分:
- 供给罐 –供给罐是用于容纳系统供给的电解质的罐。
- 泵 –设有两台泵 P1 和 P2。电解液通过 P1 输送至反应槽,电解液从收集槽通过 P2 输送至供给槽。
- 收集罐——收集罐是用于容纳过滤电解质的容器。
- 反应槽 –反应槽是容纳工具工件和电解液的空间或容器。在反应槽内,工件和工具发生电化学反应。反应槽的结构确保电解液始终流过槽内,从而输送熔渣。
- 直流电源——用于电化学去毛刺的直流电源电压适中。然而,由于电流较高,金属从工件表面去除得更快。
- 底座 –工件通过用于制作底座的导电物质保持稳定。两个工件也通过底座进行电气连接。连接两个工件的底座接收直流电源。
- 电解液——碱性盐和水溶液用作电解液。通常,它是由硝酸钠和氯化物溶于水形成的导电溶液。一般情况下,水、硝酸盐和钠的比例为2:1。为了达到最佳效果,电解液温度保持在20摄氏度。对于钛等金属,则使用盐混合物。
- 工具——电化学去毛刺系统最关键的部件是工具。不同的工具用于不同的目的。
它由外部绝缘的电导元件组成。当该工具连接到直流电源的负极时,它起到阴极的作用。
保持工件与工具之间的距离在0.5至1毫米之间。以下是设计电化学去毛刺工具的一般流程。
- 假设毛刺高 2 毫米,工件高 15 毫米。
- 因此,必须开发该工具,使其高度超过 15 + 2 = 17 毫米。
- 需要隔离至15毫米,以便在去除15毫米以上的材料时去除毛刺。
电化学去毛刺工艺
在开始任何操作之前,必须了解电化学去毛刺的工作原理。
逆向电镀是电化学去毛刺的工作原理。根据法拉第电解方程,金属的移动量与电流成正比。当电化学去毛刺装置承受高电流时,材料会从工件转移到工具上。去除发生在工具和工件之间的空间。材料会随着电解液的流动而流走,而不是沉积在工具上。这种方法可以实现高度抛光的表面。
分阶段工作:
第一阶段:将工具放置在工件之间,工件留在底座上。
第二阶段:将工件连接到直流电源的正极。此外,将工具连接到直流电源的负极。启动电解液流,并启动泵。
第三阶段:电解液经过滤器进入反应槽。直流电源接通后,反应开始。
第四阶段:工件与电解液之间发生电子转移。电子转移的作用是去除工件表面的毛刺。
第五阶段:残余电解液通过过滤器(F2)被强制送入收集槽。电解液再次从收集槽输送至供给槽。该过程重复进行。
第六阶段:去除毛刺后,取出工件并关闭电源。
电化学去毛刺的优点
电化学去毛刺的优点包括:
- 通过高精度电化学去毛刺技术可实现出色的表面光洁度。
- 产生的热量非常少。
- 工件未产生任何热应力。
- 不存在工具磨损。
- 效率更高。
- 更快的流程可以提高工厂的产量。
- 商品生产出来了。
电化学去毛刺的缺点
以下是缺点或不足之处:
- 设备购置价格高。
- 对于不同的工件,需要设计不同的工具。
- 复杂的程序。
- 需要一位极其有能力的操作员。
- 只能制造导电的工件。
电化学去毛刺的用途
- 齿轮去毛刺就是用它完成的。
- 此外,它还用于去除极其精密的机械上的锋利边缘。
- 适用于硬质材料以改善其表面。


