
在精密加工操作中,零件会经历初始加工过程。该过程会去除特定金属上的材料,直至零件最终成型。所使用的刀具可能会根据客户的零件规格对金属进行车削、切割、铣削和钻孔。有时,这些加工过程会留下不必要的碎片和由刀具造成的凸起边缘,这些被称为毛刺。

刀具切入、退出或切入材料的方式不同,会产生多种类型的毛刺。一些毛刺类型包括:
- 翻转毛刺:当刀具在切割过程中退出材料时,金属发生剪切和卷曲
- 切割毛刺:切割后的材料与主体分离时剩下的金属片
- 撕裂毛刺:由于毛刺沿着切割材料的侧面,因此由冲孔产生的锯齿状边缘
- 热毛刺:在机械加工过程中,熔融金属不断积聚,然后不受控制地冷却而产生的熔融金属。
- 泊松毛刺:当工具产生剪切力和压缩力,导致金属变形和伸长时产生的毛刺
零件将经过另一道加工工序,即去毛刺,以去除不需要的材料。去毛刺工艺有多种选择。选择合适的去毛刺工艺取决于零件材质以及去毛刺工艺对最终表面质量和尺寸的影响。
去毛刺方法类型
磨料流去毛刺
磨料流去毛刺工艺使用磨料对准毛刺。磨料可以去除表面不规则部分,还可以在零件上形成特定的纹理表面。为了使零件表面更光滑,可以使用微磨料喷砂。
热能去毛刺
热能去毛刺利用热量蒸发毛刺。高温腐蚀性气体以短促的爆发式喷向毛刺。热量在零件内部积聚并使其溶解。零件本身不受热气影响,因为它能够有效地散热,并且不会长时间暴露在气体中。低导热性的材料在热能去毛刺工艺中效果更佳。
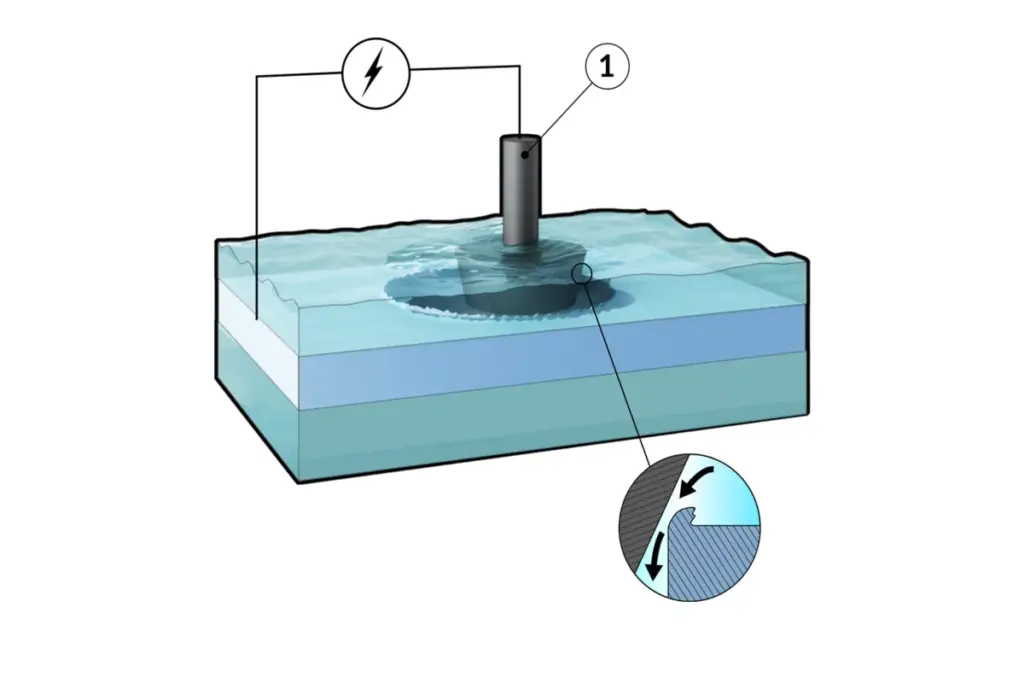
电化学去毛刺
电化学去毛刺利用电解去除毛刺。将零件连接到电路并浸入电解液中。绝缘工具作为阴极,零件作为阳极。电流溶解毛刺,从而去除毛刺。电化学去毛刺可以实现高精度加工,这得益于专门设计的专用工具。
无论采用哪种工艺,去毛刺技术都有助于去除零件上的变形和金属碎片,从而确保部件获得尺寸精度。去除零件上的毛刺可确保不会发生腐蚀,并防止可能导致零件在应用中失效的金属疲劳或裂纹。如需了解荣迅去毛刺工艺,请立即联系我们。


